

不鏽鋼飾品 PVD 的顏色與表面處理實務指南(ISPL 版)
前言:在台灣飾品市場,「鍍鈦」「PVD」「玫瑰金」「香檳金」「藍鈦」常被當作顏色名或行銷名詞使用; 但在 ISPL 的實務經驗裡,顏色與耐磨表現通常是「鍍層系統」與「表面處理」共同決定,而不是只看顏色名稱。 本文用最接近現場溝通的方式,整理顏色、硬度、耐磨、與表面處理之間的關係,讓零售、設計、開發可以用同一套語言對焦。
一、先釐清:PVD 不是「只有顏色」,而是一套薄膜系統
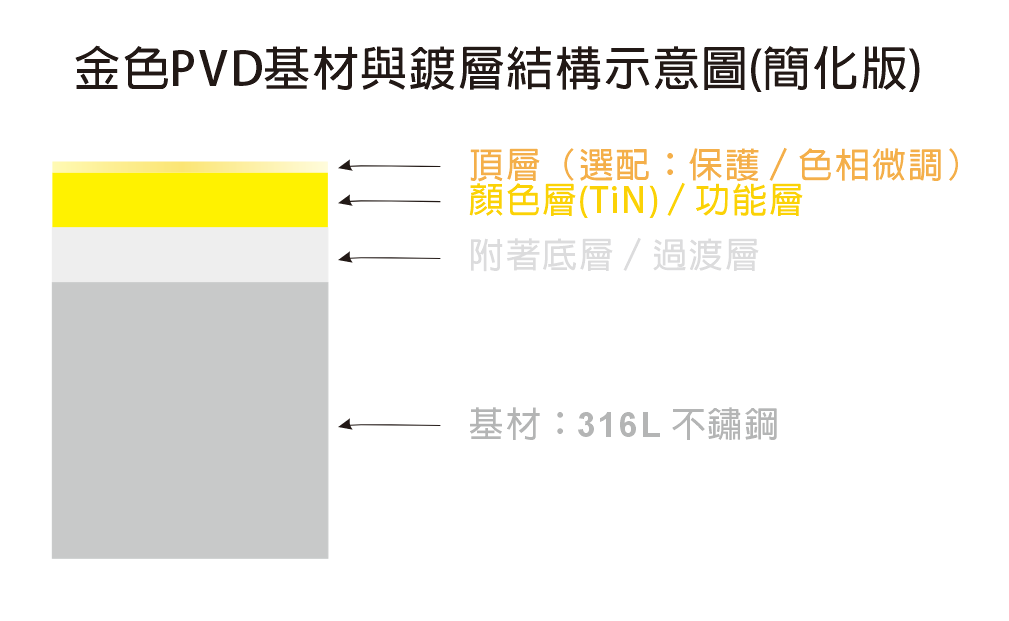
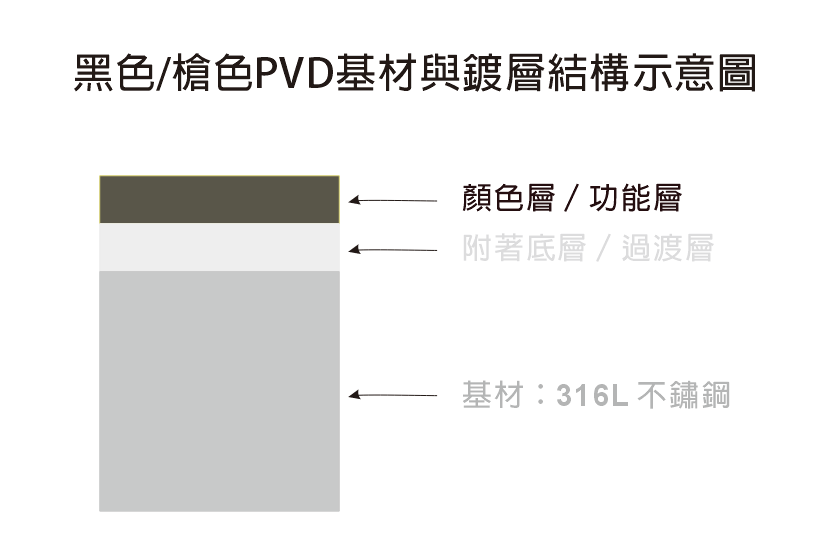
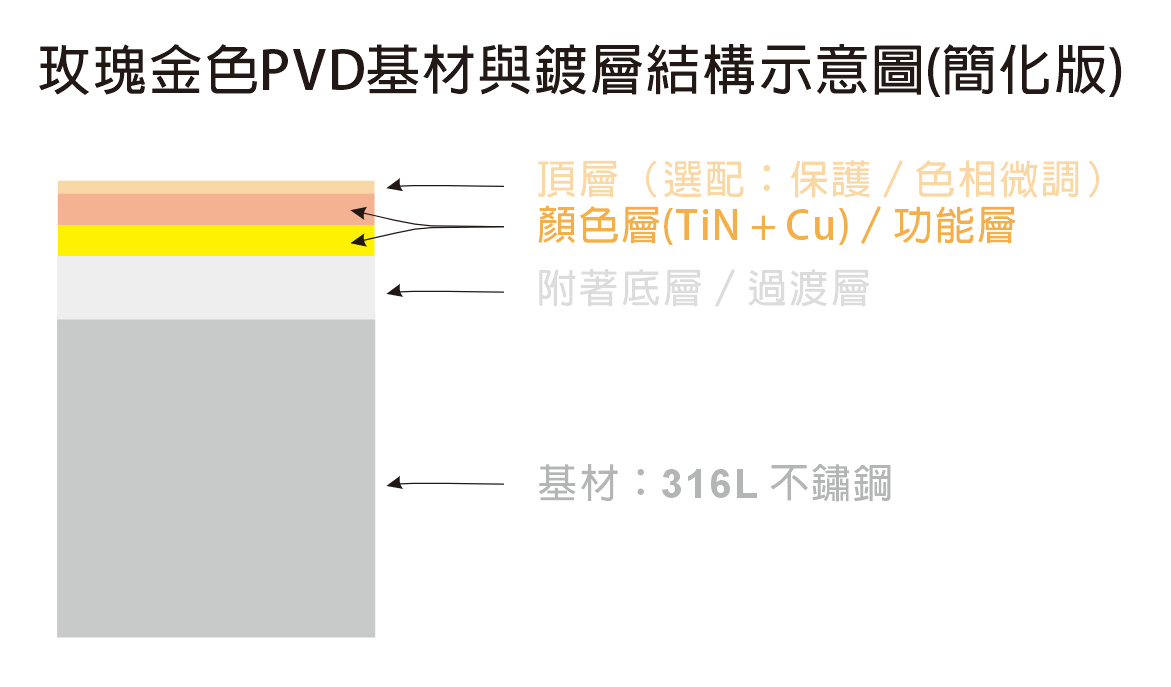
PVD(Physical Vapor Deposition,物理氣相沉積)在飾品領域常被簡稱為「鍍鈦」或「真空鍍膜」。 但從工程角度更精準的說法是:它是一套多層薄膜(multi-layer film)系統,常見至少包含: 基材(Substrate)→ 附著/過渡層(Adhesion/Transition Layer)→ 顏色/功能層(Color/Functional Layer)→(選配)頂層(Top Coat)。
因此,同一個「金色」在不同廠、不同膜厚、不同底層與不同表面處理下,色相與耐磨都可能差很多。 這也是市場常見「同樣叫香檳金,但看起來像兩個世界」的根本原因。
在 PVD 的實際應用中,顏色就是在傳達產品定位、風格氣質與使用情境。
- 金色系(Gold/Champagne Gold)
傳達溫度、價值感與成熟度,視覺穩定,是長期配戴與主流款式的安全選擇。 - 玫瑰金(Rose Gold)
氣質柔和、設計感強,但對膜厚與前處理較敏感,若控制不佳容易偏色。 - 黑色/槍色(Black/Gunmetal)
傳達冷靜、中性、俐落,通常比較耐磨,有時刮痕在視覺上較不明顯。 - 藍色、茶色、咖啡色等特殊色系
個性強烈、辨識度高,但屬於低頻色系,會直接牽動成本、交期與色差風險。
以下是最常見的不銹鋼飾品表面處理方式及PVD電鍍顏色:
 從左到右,都是亮面拋光;黑鈦、玫瑰金、金色、不銹鋼原色。
從左到右,都是亮面拋光;黑鈦、玫瑰金、金色、不銹鋼原色。

從左到右:茶鈦、黑鈦、巧克力色、藍鈦、槍色。
二、常見顏色:化學組成(方向性)與耐磨等級
下表的「化學組成」是方向性(常見路線之一),並非唯一配方;不同廠商會用不同靶材、反應氣體比例與層序去做色相校正與穩定度提升。 「硬度(HV)」與「耐磨等級」屬於實務參考值:同一顏色在不同膜厚、底層與表面處理下仍會有顯著差異。
| 顏色 | 化學組成(方向性) | 色調特性 | 硬度(HV) | 實務耐磨等級 |
|---|---|---|---|---|
| 金色(Yellow Gold) | TiN(氮化鈦) | 冷金黃、偏金屬光 | 1800–2100 | ★★★★☆(高) |
| 玫瑰金(Rose Gold) | TiN(氮化鈦) + Cu(銅)(常見路線之一) | 偏紅玫瑰色 | 1600–1800 | ★★★☆☆(中等,略低於金色) |
| 香檳金(Champagne) | ZrN(氮化鋯) / TiAlN(氮化鈦鋁)調配 | 中性色 champagne | 1800–2200 | ★★★★☆(高) |
| 黑色(Black) | TiC(碳化鈦)、ZrC(碳化鋯)、CrC(碳化鉻) | 霧黑 / 實黑 | 2500–3000 | ★★★★★(最強) |
| 槍色(Gunmetal) | CrN(氮化鉻) / CrC(碳化鉻) | 深灰金屬感 | 1800–2200 | ★★★★☆ |
| 銀白色(White Steel Tone) | Zr(鋯)或 Cr(鉻)薄膜(或其氮化物路線) | 接近不鏽鋼原色 | 1500–2000 | ★★★★☆ |
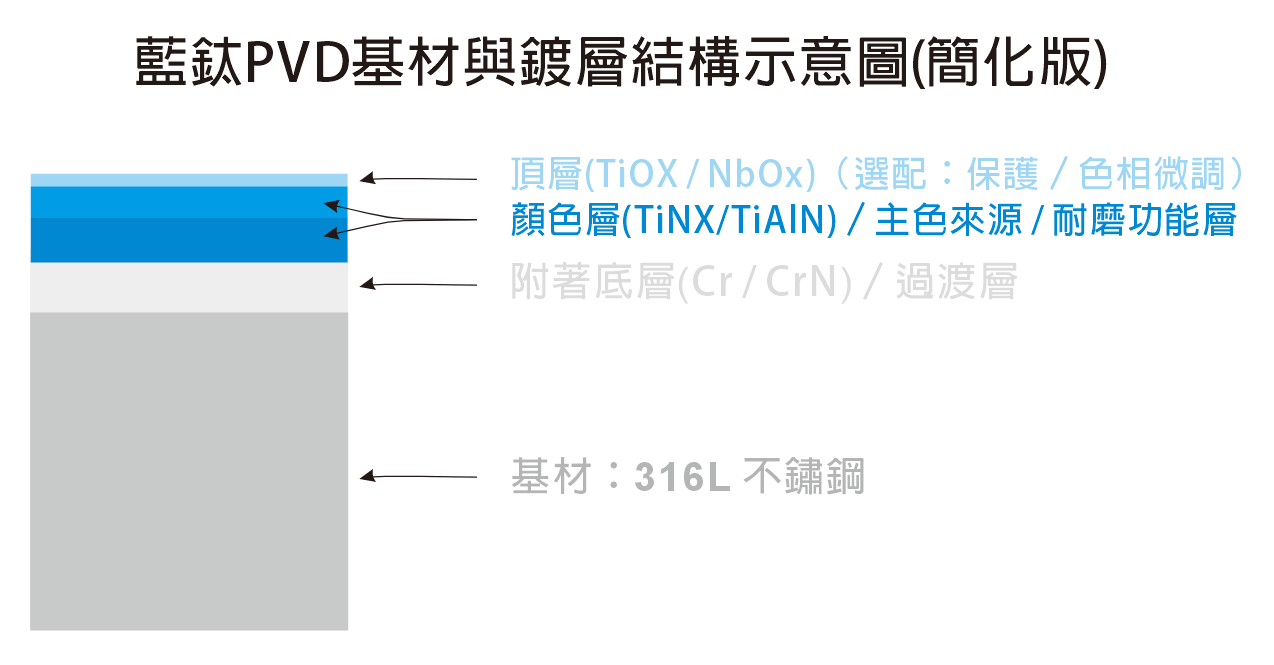
| 藍鈦(Blue Titanium) | TiN / TiOx(氧化鈦)/ NbOx(氧化鈮)(以干涉色路線為主) | 深藍~藍紫金屬光 | 1200–1600 | ★★★☆☆(中等) |
| 咖啡色(Coffee Brown) | TiCN(碳氮化鈦) / ZrCN(碳氮化鋯) | 深咖啡、偏暖金屬色 | 1800–2200 | ★★★★☆ |
| 茶色(Tea Brown / Bronze Tone) | ZrN(氮化鋯) + C(碳) / TiAlCN(碳氮化鈦鋁) | 淡茶色、古銅感 | 1600–2000 | ★★★☆☆~★★★★☆ |
| 彩虹色(虹彩 / IPR) | NbOx(氧化鈮) / TiOx(氧化鈦) | 多彩漸層 | 1000–1500 | ★★☆☆☆(最弱) |
三、耐磨度不要只看顏色:ISPL 現場最常見的 5 個關鍵變因
- 是否有穩定的附著/過渡層(例如 Cr/CrN 路線):決定「會不會掉膜、起皮」。
- 膜厚是否足夠且均勻:太薄容易露底、偏色、或在高摩擦位快速消耗。
- 是層積硬膜還是干涉光學色:干涉色的色相敏感度高,對膜厚與角度更敏感。
- 基材前處理/表面處理方式:鏡面、拉絲、噴砂、鍛紋會改變反光與「刮痕可見度」。
- 實際佩戴與摩擦情境:例如門把、桌面、鍵盤、器具碰撞,遠比「硬度數字」更能決定體感耐磨。 一般來說(非絕對):
- 深色系(黑色、槍色)
刮痕不容易第一時間被看見,但磨到一個層度,對比會非常明顯。 - 淺金色系(香檳金、淡金)
刮痕較容易被光線分散,整體視覺穩定度反而更高。 - 玫瑰金色系(香檳金、淡金)
刮痕較容易被光線分散,整體視覺穩定度反而更高,容易氧化變黑。 - 特殊色系(藍色、茶色、咖啡色)
對製程穩定度高度敏感,批次一致性需要更多控管,否則會有色差問題。一般來說茶色、咖啡色的耐磨性優於金色。
📌 給設計師的判斷原則
不要問「哪個顏色最耐磨」,而是問:
這個顏色,搭配什麼表面處理與使用情境,可以發揮最大價值且風險最低?
所以飾品設計時PVD 顏色的選擇,不只是好不好看,而是「顏色來源機制 × 使用情境 × 膜系耐磨性」X「成本上升 × 交期拉長且不穩定 × 增值空間」的平衡。
四、表面處理如何影響「看起來的耐磨」
1)鏡面(Polished)
鏡面反射強、質感高,但微刮痕最容易被看見;因此「看起來比較不耐磨」常是視覺效應,而不是膜層真的比較弱。
2)拉絲(Brushed / Hairline)
能把微刮痕分散在既有刷紋裡,體感更耐磨;但刷紋方向若與常見摩擦方向相同,仍可能出現局部發亮或刷紋被磨平的區塊。
3)噴砂(Sandblasted / Matte)
能降低反光、讓刮痕不那麼刺眼;但粗霧面在高摩擦下可能變成「亮霧」,屬於紋理被拋光的結果。
3)刷紋面(Directional Brushed)
設計感強,但對加工方向與品管要求高,失誤成本也高。

(從左到右) 不銹鋼原色、黑鈦都是亮面拋光;黑鈦、茶金、金色都是拉絲面拋光。
注意比較黑鈦在亮面/拉絲面的效果對照

刷紋面,痕跡明顯,有粗曠豪放的感覺。
五、顏色層與底層:誰決定最終顏色?
多數情況下,「最終顏色」主要由顏色/功能層決定(例如金色的 TiN)。 但當顏色層偏薄、或採用干涉色路線時,底層的冷暖與反射特性會更容易影響最終視覺結果(偏冷、偏暗、偏灰等)。
因此在精品級色感上,業界常用「多層/多段」去做色相校正;是否需要特定靶材、或採用多靶共濺鍍,取決於設備能力與目標色差容忍度。

藍鈦的視覺呈現,是由顏色層調色後,搭配干擾層所形成的藍色效果;而最終藍色的明亮度、深淺與冷暖,仍會隨表面處理方式(拋光、拉絲、霧面)產生調性變化。
顏色選擇不只是美感,而是「成本、交期與風險選擇」,在實際量產中,電鍍顏色會直接影響供應鏈運作方式。
- 主流色(如金色、玫瑰金、黑色、槍色)
電鍍廠開爐頻率高,成本與交期相對穩定。 - 低頻色(如藍色、茶色、咖啡色)
電鍍廠通常需要累積到一定數量才會開該顏色的爐:- 數量不足時,必須等待排程
- 或接受較高的小批量成本
- 交期拉長,色差風險也相對提高
所以設計與商品企劃應該要認知到: 選擇非主流色,等同於同時選擇了:
- 較高成本
- 較長交期
- 較高批次管理難度
七、哪些金屬適合做 PVD?哪些要特別小心?
PVD 屬於真空高溫製程,不同金屬對溫度的耐受性差異極大。
- 不鏽鋼(316L)
結構穩定,是 PVD 最理想的基材。 - 925 純銀
可行,但需嚴格控制溫度與時間,避免軟化與變形。日本某個品牌作過,還挺暢銷的,但是後來停賣了。 - 銅/黃銅
可行,但高溫下可能影響硬度與表面狀態,前處理與封膜很關鍵。 - K 金
技術上可行,但不同合金比例反應差異大,需事前評估。 - 鋅錫合金 對溫度極度敏感,是 PVD 失敗率最高、風險最大的基材之一。
📌 給設計師的紅線提醒
所有測試,都是時間、金錢與市場期待的投入,沒有以市場作基礎的測試是耗能,沒有以技術穩定為底線的處理是高爆彈,要創新要突破更要謹慎。只要基材在 PVD 工作溫度下可能軟化、變形或出油,再好的顏色設計,都可能無法量產或成本交期失控。
結語:讓顏色穩、耐磨穩,才是客源穩
在銷售端,不要只用「金色/玫瑰金/香檳金/藍鈦」當作唯一規格; 在開發端,也不要只追求「第一眼很美」而忽略膜厚、底層與表面處理的整體策略。 用「鍍層系統」的語言對焦,才能同時把色感、耐磨與客訴風險控在可預期範圍內。PVD 從來不是單一道上色工序,而是一整套牽動設計選擇、表面處理、金屬基材、成本與交期的系統。
當設計師與店面人員理解這些限制,在與客戶互動時可以更清楚地針對客人的喜好、預算介紹不銹鋼飾品,讓客人更容易針對自己配戴的場域及調性做出適合的選擇。設計師也可以更精準的掌握PVD顏色與表面處理的關聯,作出穩定、耐看、可被量產的設計方案。
FAQ(常見問題)
- Q1:同樣叫「香檳金」,為什麼不同批看起來差很多?
- 因為香檳金通常是調配色系,色相對膜厚、底層反射、以及設備參數更敏感;只要其中一個條件微調,就可能產生偏冷/偏暖/偏灰的差異。
- Q2:黑色 PVD 一定最耐磨嗎?
- 黑色路線常見碳化物(如 TiC/ZrC/CrC)硬度高,因此「材料層面」確實偏強;但最終仍取決於附著層、膜厚均勻度、與使用摩擦情境。
- Q3:鏡面看起來比較容易花,是膜層比較弱嗎?
- 不一定。鏡面只是「刮痕可見度」高;同一鍍層在拉絲/噴砂上可能只是比較不顯眼。
- Q4:玫瑰金為什麼常被說比較「怕磨」?
- 玫瑰金通常是「調色系」路線,色相依賴更精細的層序/配方控制;在同樣摩擦下,色相偏移或露底的視覺感受會更明顯,因此更容易被主觀判定為「不耐磨」。
- Q5:要降低退色/掉膜客訴,最該抓哪個規格?
- 優先抓「附著/過渡層路線是否穩定」與「膜厚是否足夠且均勻」,再搭配合適的表面處理與佩戴情境溝通。